

动力锂电池发展方向较为明确,即高能量密度、高安全性、长循环寿命和低耗材,目的在于满足使用和安全的基础上降低单 位成本。在后补贴时代,无论是动力电池商还是新能源车企的重点方向,降本增效都是第一要义。降本增效的路径包括两个 方面,一是改变电芯材料,从根本上提高电芯的能量密度;二是优化电池结构,轻量化和简易化改进,如宁德时代的 CTP 技 术和比亚迪的刀片电池就是在现有材料体系基础上进行系统集成和工艺改进,从而达到提升能量密度和降低成本的目的。
一、电芯材料
电芯材料总体技术路线:本着降本增效的目的,动力电池电芯材料的技术发展趋势较为明确。据“十三五”国家重点研发计 划《新能源汽车》总体专家组提出的我国动力电池技术发展技术路线显示,到 2020 年,国内三元电池用的镍、钴、锰的比例 由 3:3:3 转向 6:2:2 和 8:1:1。
负极从碳负极向硅碳负极转型。到 2025 年,正极材料性能进一步提升,富锂锰基材 料继续向前。到 2030 年,电解质方面取得突破,固态电池实现规模化、产业化,电池单体比能量有望冲击 500 瓦时/公斤。
1、正极材料
概述:正极材料作为锂离子电池最核心的部分,其特性对于电池的储能密度、循环寿命、安全性等具有直接影响。锂电池常 用的正极材料有磷酸铁锂(LFP)、钴酸锂(LCO)、锰酸锂(LMO)和三元材料(如 NCA 和 NCM),不同种类的正极材料电 池根据优劣势有不同的应用领域,新能源乘用车及货车细分市场三元锂电池为主,LFP 为辅,而新能源客车领域则 LFP 占绝 大比重,而其他种类正极材料的锂电池在动力领域应用较少。
正极材料比较:三元材料优点为电化学性能好,能量密度较高,缺点为分解温度较低,约为 200℃左右,安全性能一般,且 因含有贵金属镍、钴和锰,成本略高。LFP 相对来说优劣势与三元比较互补,LFP 发展较早,能量密度较低,但其分解温度 高达 800℃,安全性较高,且贵金属含量较低,成本可控,循环寿命也高于三元,目前较多汽车品牌应用 LFP 电池,如雪佛 兰 Volt、日产 Leaf、比亚迪 E6 和 Fisker Karma。
三元 NCM:三元电池中镍钴锰应用最广,NCM 三元正极材料是由镍、钴、锰 3 种过渡金属元素组成的前驱体,与锂源(如 碳酸锂、氢氧化锂等)在高温下烧结而成,其结构式为 LiNi1-x-yCoxMnyO2(0<x<0.5, 0<y<0.5),与 LiCoO2 具有相似的层状 结构,属六方晶系,α-NaFeO2 型岩盐结构,空间群为 R-3m。Li+占据 3a 位,过渡金属镍钴锰占据 3b 位,氧离子占据 6c 位。Ni、Co、Mn 在材料中价态分别为+2、+3、+4 价,均价为+3 价,主要是镍钴参与氧化还原反应(Ni2+/Ni4+和 Co3+/Co4+)。
镍元素属于活性物质,影响电池可逆容量;但 Ni2+的半径(r (Ni2+)=0.69Å)与 Li+的半径(r (Li+)=0.76Å)相差不大,容易产生锂 离子和镍离子的混排,影响锂离子的脱嵌,从而影响电池的循环与倍率性能。
钴元素能稳定层状结构,有效减少阳离子的混排,提高材料的导电性,便于深度放电,利于提高电池的放电倍率。
锰元素在体系中是 Mn4+,呈化学惰性起到稳定结构的作用,提高电池的安全性,价格便宜能降低电池制作成本;锰容易发生 Jahn-Teller 效应,致使结构发生畸变破坏层状结构,锰含量过高还会降低电池克容量。
因此,NCM 三元材料综合了 LiCoO2、LiNiO2 和 LiMnO2 三种材料的优点。三元正极材料理论容量约 275-278mAh/g,按镍 钴锰比例有多种不同的配方如:424、111(333)、523、622、712、811 等,得到的实际容量有所不同。国内外的产业化进 程是 424→111(333)→523→622→811。
正极材料发展研判:进入后补贴时代,由于补贴门槛的提升,相较磷酸铁锂,三元锂电池在补贴方面仍保持优势,但又由于 补贴标准的下降,该优势也在不断削弱。如果说过去几年三元锂电池发展较快的一部分原因是有补贴助力的话,未来补贴对 三元发展起到的作用将越来越小。然而,三元锂电池凭借天然的性能优势,在续航里程和低温性能方面始终领先,短期内高 成本压力下占据高端市场,中长期降本增效的趋势非常确定。三元材料中镍和钴是主要的电活性原子,而锰和铝只是起维持 材料在充放电过程中结构稳定的作用,锂离子在低镍三元材料中迁移活性较低,在高镍三元材料中活性较高,此外,与钴相 比镍的电压更高,容量更大,价格更低。因此,无论降本还是增效,高镍三元以及再往后的富锂锰基固溶体材料是必然趋势。
磷酸铁锂电池出现增长势头。短期来看,配合电池系统的创新,铁锂电池竞争力较强。特斯拉近期计划与宁德时代合作推出 “无钴”车型,比亚迪推出刀片电池,体积比能量密度将提升 50%,寿命长达 8 年 120 万公里,成本节约 30%。此外,近期 国轩宣布单体电芯能量密度已提升至 190Wh/kg,并配套续航里程 400km 以上的车型,同时表示明后年磷酸铁锂的单体电芯 能量密度有望达到 200Wh/kg,实现 160Wh/kg 系统能量密度。这表明磷酸铁锂在性能方面依然有改进空间,现阶段竞争力强, 不排除短期内磷酸铁锂电池份额加快提升的可能。
2、负极材料
概述:负极材料主要影响电池的能量密度、安全性和循环性能。在探索负极材料时,理想的负极材料具备以下特征,与正极 材料电化学位差大以提高电池功率;材料层间距相对较大,锂离子嵌入反应所需自由能小,易具有较大的锂离子容量,且嵌 入后不膨胀,循环性能好;电极电位不受锂离子嵌入量影响,有利于电池工作电压稳定;热力学稳定性好,不与电解液反应;锂离子在负极材料中的扩散速率高,易于容纳大量的锂离子;石墨化程度越低,SEI 膜稳定性越好,可避免电解液嵌入电极材 料;易制备,资源丰富等。
发展方向:自 1965 年锂金属被应用于负极材料至今,负极材料发生了较大的更迭变化。金属锂具有最低的标准电极电势和非 常高的理论比容量(3860mAh/g),是锂二次电池负极材料的首选。但充放电过程中容易产生枝晶,形成“死锂”,降低了电 池效率,同时也会造成严重的安全隐患,因此并未得到实际应用。1989 年,Sony 公司研究发现可以用石油焦替代金属锂, 才真正的将锂离子电池推向了商业化。在此后的发展过程中,石墨因其较低且平稳的嵌锂电位(0.01~0.2 V)、较高的理论比 容量(372 mAh/g)、廉价和环境友好等综合优势占据了锂离子电池负极材料的主要市场。此外,钛酸锂(Li4Ti5O12)虽然容 量较低(175 mAh/g),且嵌锂电位较高(1.55V),但是它在充放电过程中结构稳定,是一种“零应变材料”, 因此在动力电 池和大规模储能中有一定的应用,有少量份额。电池能量密度需求不断提升,目前产业正由石墨负极向硅碳负极转型,未来 有望再转向金属锂(合金)负极。
3、电解液
概述:电解液在锂电池组件中连接正负极材料,同时是锂离子传输的载体,是使电池具备高电压、高比能的关键。电解液由 溶剂、电解质(锂盐)和添加剂组成,其中溶剂具备介电常数高、粘度小、纯度高、吸湿性好等特性,易于提高电解液的导 电性,工业化常用的溶剂为环状碳酸酯(碳酸乙烯酯 EC、碳酸丙烯酯 PC)及链状碳酸酯(碳酸二甲酯 DEC、碳酸甲乙酯 MEC 和碳酸二乙酯 DMC),高导电性溶剂 EC、PC 易于溶解电解质,而低粘度溶剂 DEC、MEC 和 DMC 有利于锂离子的运 输。电解质为电解液中锂源,部分锂盐由于高温安全性差、导电率低、价格昂贵等原因被弃用。目前,应用较多的为六氟磷 酸锂 LiPF6,但,易水解、热稳定性存在不足。
发展方向:电解质发展方向为固态化。固态电池的研发产业化持续升温,但受到固/固界面稳定性和金属锂负极可充性两大问 题的制约,真正的全固态锂电池技术还没有成熟,但是以无机硫化物作为固态电解质的锂离子电池出现突破。总体看固态电 池发展的路径,电解质可能是从液态、半固态、固液混合到固态,最后到全固态。
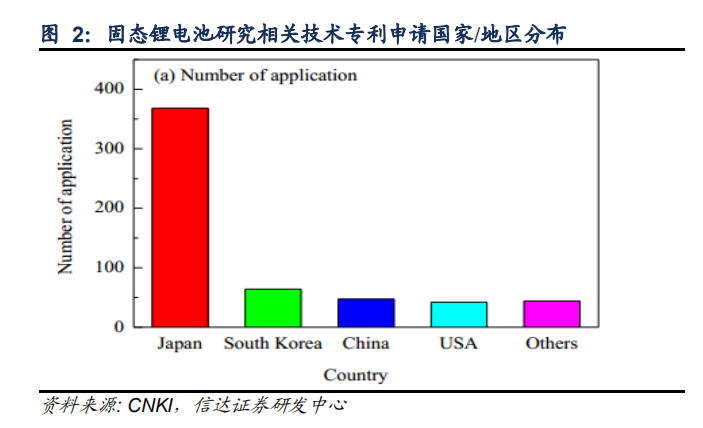
研究进展:从固态锂电池专利申请国家分布来看,研究进展方面以日本为首。日本丰田以硫化物体系固态电解质为研究主体, 以研制能量密度高、电导率优异、循环寿命长、安全性能好的固态电解质为目的,小型全固态电池已试制成功,并计划于 2020 年实现产业化。日本村田以全固态电池制造方法和电解质为主要研究方向。韩国现代以制造和应用为主,兼顾电极材料、电 解质和隔膜的研究。国内研究也在跟上,中国科学院 2013 年设立固态先导计划,该项目已于 2018 年通过验收。整体来看固 态锂电池产业化正在提速。
产业化进展:固态电池凭借高能量密度和高安全性的优势已获得很多企业的青睐和布局,其中辉能预计 2020 年半固态电池可 达成量产。日本的丰田、松下,韩国的三星和 LG 化学,中国的宁德时代、卫蓝新能源、清陶、锋锂,欧洲的 STMicroelectrionics, 美洲的 Solid Power、QuantumScape、SolidEnergy、Ionic Material 等诸多企业也都在布局。辉能在 2017 年-2018 年试产了 第一代固态动力电池,2020 年将实现第一代固态动力电池 1GWh 的产能。据辉能测算,随固态电池产能的提升将产生规模效 应,成本有望逐步摊低,当电芯产能达到 20GWh 时,电芯成本是液态的 1.1 倍,且成组效率高,电池包成本能进一步达到液 态电池包的 98%。

4、隔膜
概述:隔膜是保障电池安全的最重要组件之一,其浸渍在电解液中,位于正负极材料之间,起到避免正负极材料接触导致短 路的作用。同时隔膜应具有热塑性,在高温环境下隔膜发生熔融,微孔关闭,从而达到断电目的。因此隔膜通常采用具有绝 缘、不溶于有机溶剂、强度高等特性的聚烯烃多孔膜。常用的隔膜有聚丙烯(PP)、聚乙烯(PE)及丙烯-乙烯共聚物等。全 球汽车动力锂电池使用的隔膜以三层 PP/PE/PP、双层 PP/PE 以及 PP+陶瓷涂覆、PE+陶瓷涂覆等隔膜材料产品为主。
发展方向:隔膜生产工艺主要为干法和湿法两种,其中干法工艺包含单向拉伸和双向拉伸两种。湿法工艺所制隔膜较薄,容 易击穿导致电池短路,而干法-单向拉伸工艺所制隔膜厚度较厚(20~40um)、孔径均匀、熔点高且稳定性好的特点符合电动 汽车对锂电池安全性能的要求。但干法隔膜的厚度优势在一定程度上会削弱电池的能量密度,因此,应用仍将以湿法隔膜(例 如湿法涂覆隔膜)为主。
二、电池结构
CTP vs.刀片电池
CTP:Cell to Pack,顾名思义是没有模组的电池包。北汽新能源与宁德时代于 2019 年 9 月 26 日联合正式推出。传统电池采 用的是单体-模组-电池包的成组方式,多层级的成组方式会降低空间利用率,损耗电池能量密度,更重要的是,多步骤的成组 方式必然需要众多零部件,成本居高不下也难有降低空间。由于 CTP 电池包省去了电池模组组装环节,较传统电池包而言, 体积利用率提高了 15%-20%,零部件数量减少 40%,生产效率提升 50%。应用后大幅降低动力电池的制造成本。在能量密 度上,传统的电池包能量密度平均为 140-150Wh/kg,CTP 电池包能量密度可达到 200Wh/kg 以上。
事实上,CTP 也并非新技术,前期已在排布空间大的客车电池上有应用,且多采用安全性高的磷酸铁锂电池,目前 CTP 的推 出将实现在乘用车和三元电池领域的应用。蜂巢能源在 2019 年也推出 CTP 技术,与传统 590 模组相比,蜂巢 CTP 第一代减 少 24%的零部件,第二代成组效率提升 5-10%,空间利用率提升 5%,零部件数量再减少 22%。不同企业推出的 CTP 归根结 底是“大模组”化,在减少零部件、提高空间利用率进而提高成组效率和电池包能量密度方面异曲同工。据数据,目前部分电池企业给出的 CTP 方案,电池包价格大约能降低 0.1 元/Wh,对电池厂和主机厂来说成本降幅较为可观。

刀片电池:扁平、窄长(长边可以定制,单体最大稳定长度可以达到 2100mm)、形如刀片的电池,由比亚迪于 2020 年 3 月 29 日正式推出。核心看点在于降本增效和安全性两个方面。
降本方面,刀片电池通过结构创新在成组时可以跳过模组环节,大幅提高了体积利用率,最终达到同样空间装入更多电芯的 设计目标。相较传统的有模组电池包,刀片电池的体积利用率提升了 50%以上,能量密度进而提升,续航里程达到高能量三 元锂电池的同等水平。
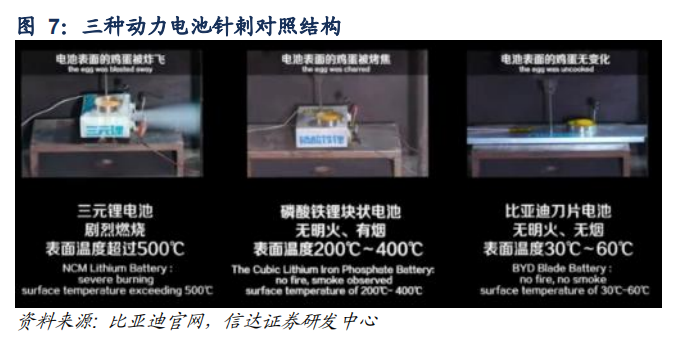
安全性方面,刀片电池在针刺穿穿透实验中表现较好,穿刺后无明火,无烟且温度仅 30-60℃左右,而同情景下磷酸铁锂电池 和三元电池表面温度分别达到 200℃~400℃和 500℃,表面鸡蛋被烤焦和炸飞。对此实验结果,中国科学院院士欧阳明高分 析指出刀片电池的设计使得它在短路时产热少、散热快,评价刀片电池的表现“非常优异”。比亚迪表示刀片电池体现了公司 彻底终结新能源汽车安全痛点的决心,更有能力将引领全球动力电池技术路线重回正道,把“自然”这个词从新能源汽车的 字典里彻底抹掉。
应用现状来看,目前刀片电池只在比亚迪汉纯电车型搭载应用,另外其他多数汽车品牌目前也正在与比亚迪探讨基于刀片电 池技术的合作方案。
根据工信部最新一批新能源汽车推广目录信息来看,比亚迪汉 EV 的 NEDC 续航里程为 550km(双电机车型)、605km(单电 机车型),配备电池系统能量密度为 140Wh/kg。虽然质量能量密度表现一般,但从续驶里程来看,“刀片电池”体积能量密度 优势得以发挥。
CTP vs.刀片:两种技术在提升封装效率上类似,均能大幅提高成组效率(能量密度),CTP 从模组入手,刀片电池从电芯入 手。但结构的区别(CTP 大模组,刀片电池电芯小片列阵)导致两者在应用方面存在一些优劣势,CTP 的单体电芯容量从 50Ah 提升至超过 200Ah,大片化更加节省空间和耗材,能量密度方面优于刀片电池,但同时也牺牲了一定的耐久性和适配性。
耐久性方面,CTP 技术考虑到体积封装效率的最大化,大模组之间的连接可靠性更容易受到对角线反复切应力的影响,对于 高压线束和冷却系统的连接挑战比较大,长期使用的可靠性有待验证。而刀片电池实际上仍然保留了模组封装和电池包封装 的整体构型,其电池包封装将有可能根据车型需要,预留形变空间,避免超薄大电芯直接受力。因此耐久性方面刀片可能优 于 CTP。
适配性方面,CTP 大模组的高度不可改变(而且并不够轻薄),同时需要配套配型外壳,以适配安装在不同的车型上。这样的 结构需要整车厂家在产品规划上相应作出调整,而比较困难的问题在于目前还没有大规模销量作为开发的支撑,厂家针对单 一电池供应商的配型需要做设计调整风险较大。刀片的窄边做得尽量小,这就意味着在垂直高度上可以更容易适应高底盘和 低底盘车型的需要。因此在适配性和灵活性方面刀片电池优于 CTP 电池。


