

本田公司通过开发紧凑且抗冲击性强的燃料电池双极板使得电堆置于CLARITY燃料电池汽车引擎盖(front hood)下方变成可能。通过将上一代电池中下底较宽的梯形截面形状密封圈改成矩形截面形状,密封圈的宽度变小,电堆体积减少了约3 L左右。此外,树脂和密封圈包裹双极板有助于保持和外界隔离,消除了为防水和保持电堆箱体隔离的附加措施。再者,降低了新一代电堆的零部件数目,反应气体从歧管到流场的区域同样采用密封圈材料,在密封胶成形过程中就将上述区域制备出来,简化了流程。通过在双极板四周采用锯齿状树脂来提高抗冲击性,应对碰撞过程中的偏移和误差(misalignment)。最后,将薄板冲压成形工艺(press-forming)、树脂成型工艺(resin molding)和橡胶成型工艺(rubber molding)集成为一个工艺,生成成本大大降低,利于产业化。

One cooling per two cells示意图
1.降低电堆体积的密封结构
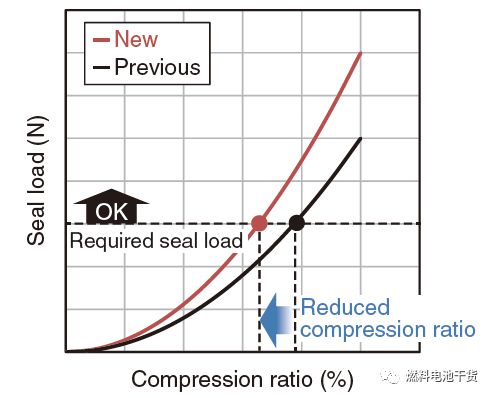
通常,减少密封圈的压缩率有助于延长密封圈寿命。为了增加密封圈在低压缩率条件下的密封压力,密封圈应尽可能减少横向移动的趋势。因此,上一代的梯形密封截面形状的密封圈改成矩形截面形状。下图为有限元仿真中施加同等载荷条件下密封圈的受力情况。从下图可以看出,虽然新旧两种截面形状的密封圈最后得到的seal load相同,但矩形截面形状的压缩率较低。

施加载荷下的压力分布对比
下图为不同截面形状在不同压缩率下的对比情况。通过改变截面形状,对于设计要求的密封压力,在低压缩率下也可以实现。因此,密封压力不至于降低太快,耐久性提高。
不同压缩率对比
同时,与前一代相比,密封宽度也得到降低。对于本田燃料电池电堆,密封圈在长度上约1000 m甚至更长。可以预估,如果密封圈宽度减低,电堆体积就会减少。

密封压力行为对比情况
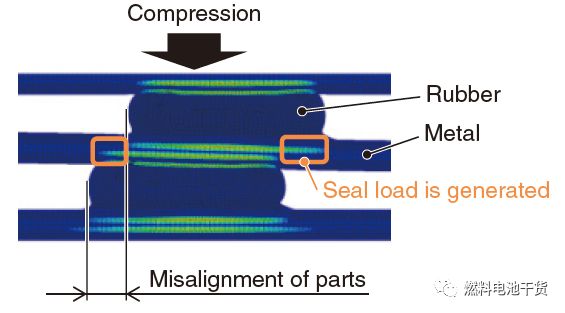
然而,如果密封圈宽度太少,会导致薄板和密封圈重复叠压,如下图所示。因此,flat sections were provided at the seal upper surface, producing a shape that is diFFicult for a drop in seal load to arise even with parts in a misaligned stage。 还可以发现,当两个密封圈没有上下正对形成了错位(错位距离为下图中Misalignment of parts),硬金属薄板也会在错位区域产生密封压力。技术报告特别提到:由于没有正对造成错位的区域被视为密封宽度,真实的密封宽度比密封圈正对区域宽度要宽。由于上述效应,密封圈宽度可以进一步减少。
密封截面
2.降低零件数的防触电coating结构
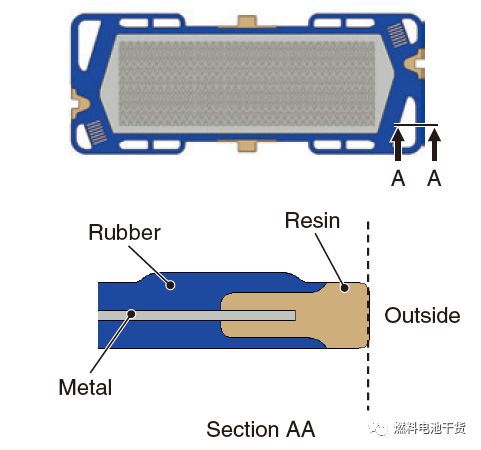
燃料电池电堆由数片单电池串联形成。物理学告诉我们,串联电路中电压为积累效应。高压燃料电池电堆的金属双极板必须与外界进行隔离以防触电。通常,双极板被设计放在一个防水和防导电的箱体内,并非采用隔离措施设计单独的双极板。本田在密封圈成型过程将双极板进行导电隔离表面处理,同时在金属双极板外围附上橡胶。下图表示双极板的外围导电隔离结构,树脂包裹金属板,橡胶(即密封圈)覆盖树脂。本田通过上述结构提高导电隔离效果。
Electrical insulation 结构
3.使用密封圈流场结构件简化工艺
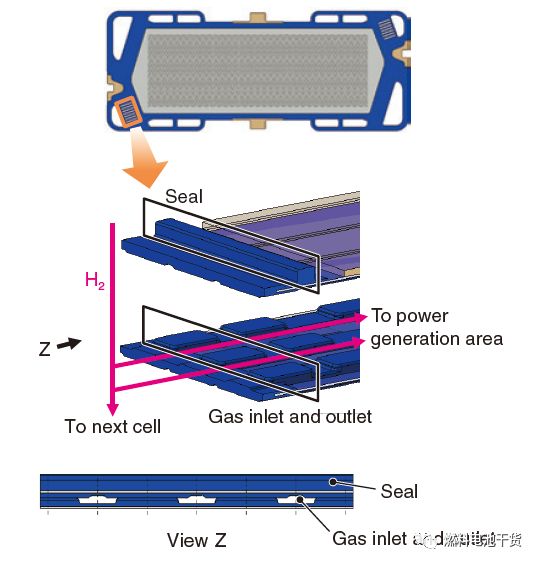
尽管一个双极板就有有进出口来给电化学反应提供气体,但通常需要给双极板粘贴或附上不同形状的金属或者树脂部件。然而夹紧不同形状的金属或者树脂部件工艺提高了电池成本。因此橡胶也用来成形气体进出口区域(rubber was used in forming the fluid inlet and outlet)。如下图所示,通过桥墩结构(bridge pier structure),反应气体进出口与隔开阴阳极反应气体的密封圈相交。
气体进出口结构
下面将介绍使用肋(rib)结构来防止部分反应气体在部件之间窜动的原理。如下图所示,当在冲压成型的金属双极板上对密封圈进行浇铸(mold)成形时,模具正压金属板,需要一个模具压紧机械装置(下图中的mold presser)防止橡胶材料外流(成形过程中橡胶材料被挤出来)。金属和模具紧密接触,橡胶成型过程中可能产生孔隙。当不参与电化学反应的气体进入上述孔隙中,电化学反应效率降低。为了解决这个问题,密封圈中加入图中所示的肋。

Rubber rib to reduce shortcut gas
仅仅通过上下两个模具来进行密封圈形状塑造仍有欠缺。由于存在冲压部件,一个滑动模具(下图中的slide mold)在肋成型过程中定位不够精确。因此,本田在研究了肋的角度后,建立了一个简易的molded shape来通过无损耗的two-way extraction方法使橡胶可以移动,该方法不需要使用滑动模具,称其为“forced extraction”。(英文:Uneven shapes from which moleded shapes cannot be removed simply by splitting the mold in two are generally called "undercut" as illustrated by the slide mold shown in below figure in which the mold is split. However, a slide mold cannot be situated near rib forming since there exits press-formed parts. In this development, the angle of the rib was studied and an easily moled shape was established to enable rubber to be removed by two-way extraction mold without being damaged and without the use of a slide mold, by a method called "forced extraction")。
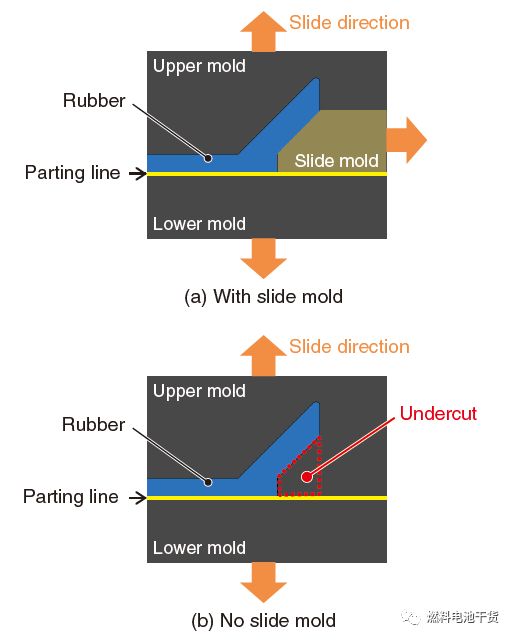
Rubber undercut shape
4.提高抗冲击性且减少误差的结构设计
为了将燃料电池电堆置于引擎盖下方,由于碰撞发生时对电堆的冲击力加大,抗冲击性应该提高。碰撞发生时,施加在层叠结构的电堆双极板上的冲击力会引起电堆相关部件的偏移和误差。因此,配置连接燃料电池电堆左右端盖的连接杆很有必要,并且电池上的凸起部位与连接杆的凹部相啮合。金属双极板四周有锯齿状的结构,由于锯齿状的结构采用高强度的树脂注压在双极板上形成一个整体结构,连接杆和双极板之间的高压双极板导电隔离从而可以保证。
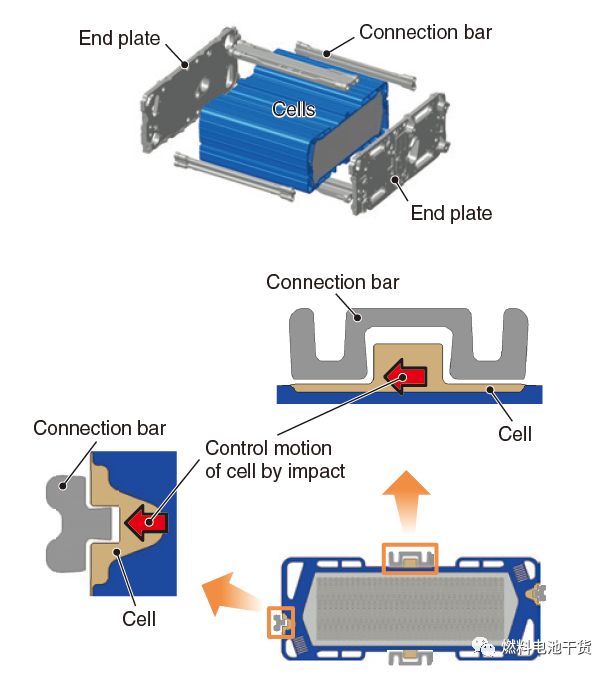
高抗冲击性流场板
5.文献、技术报告和专利来源
本文相关的图片和信息均整理自本田发布的技术报告。技术报告主要来源于Honda R&D Technical Review。



